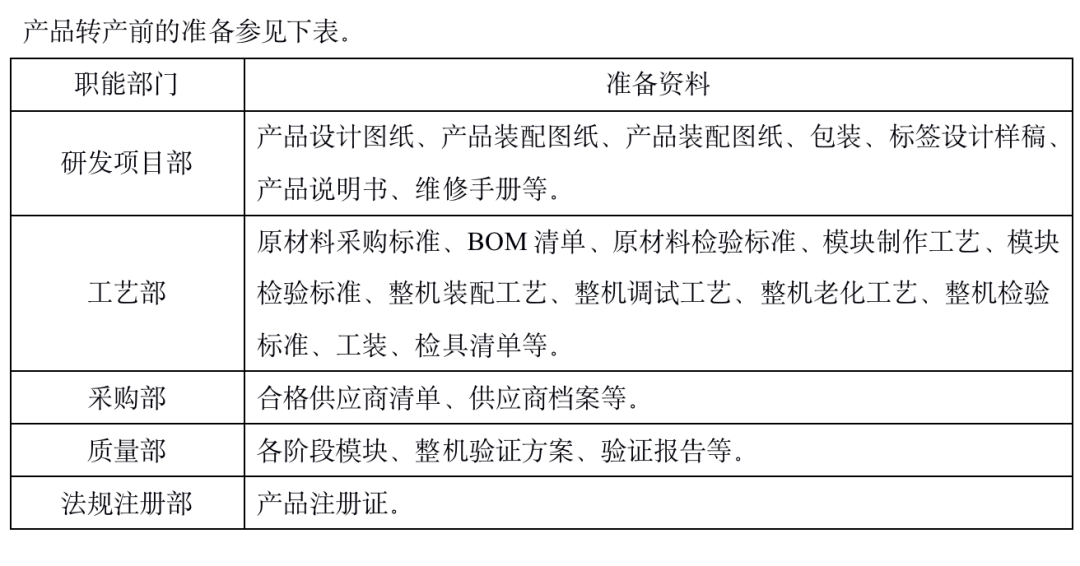
设备的验收 1.1 模块验证 1.1.1 设计改进 根据产品定型机阶段评审专家提出的意见和建议,首先对模块结构设计图纸进行更改。 1.1.2 原材料采购 根据产品定型机阶段的评审结果、对模块的结构进行最后的更改后,依据确定的BOM清单,采购部门采购试制阶段的原材料。 1.1.3 原材料检验 检验工程师根据更改后的BOM清单,对采购的原材料实施检验。 1.1.4 模块装配和调试 完成原材料的采购后,对模块进行装配和调试。 1.1.5模块验证 首先根据更改后的设计结构,补充编制模块验证方案,再根据补充的验证方案、对各模块的功能、性能和可靠性进行验证。 1.2 整机验收 1.2.1 整机备料 模块验收合格后,准备连接各模块之间的线束,用于承载各模块的架体及仪器的外罩板。 1.2.2 整机调试 重点对更改后的设计结构进行调试,并随时更改调试工艺。 1.2.3 整机验证 (a)制定整机验证方案:针对更改后的设计结构补充整机验证方案。 (b)实施验证:根据制定好的验证方案,测试工程师实施验证,并做好相关的记录。 (c)临床适用性评价:医疗器械产品是以临床应用为目的的,所以在产品上市前需要对其设计是否满足临床要求进行分析和评价,临床评价过程中收集的临床性能和安全性数据(包括有利的和不利的数据)均应纳入分析。临床评价的深度和广度、需要的数据类型和数据量应与产品的设计特征、关键技术、适用范围和风险程度相适应,也应与非临床研究的水平和程度相适应。 临床评价应对产品的适用范围(如适用人群、适用部位、与人体接触方式、适应症、疾病的程度和阶段、使用要求、使用环境等)、使用方法、禁忌证、防范措施、警告等临床使用信息进行确认。 1.3 工艺完善 1.3.1工时定额汇总表 根据试生产时积累的装、调及检验时间,合理制定工时定额表,可以使各工序间均衡生产,提高工时利用率,进而提高公司生产运营的盈利能力。 1.3.2 其他需要完善的内容 根据试生产过程中总结的经验及教训,完善原料、半成品检验工艺、模块装配、整机装配、老化、调试及检验工艺、安全性能检验工艺。 1.4 关键工序、重要工序的确定 1.4.1 关键工序 关键工序是指对产品的质量有重要影响,其工序能力影响着产品功能、性能、寿命、可靠性、经济性的工序;或工艺复杂、质量容易波动,对工人技艺要求高或总是发生问题较多的工序。例如,整机老化工序、整机性能检验工序等。 1.4.2重要工序 重要工序是指对产品质量起决定性作用的工序,是由主要质量特性形成的工序,也是生产过程中需要严密控制的工序。一般情况下,顾客经常报怨、废品率高、机械件尺寸与配合较密切的工序设为重要工序。例如,整机调试工序、整机包装工序等。 设备的转产 2.1 产品转产前的准备
2.2 产品转产前评估 相关部门(至少包括生产部、质量部、工艺部、市场部、售后服务部、采购部、物料部)负责人对转产资料进行评审,评审通过后,将转产资料归档,使资料处于受控状态。 |

 /3
/3 

 浙公网安备33010802005999号
浙公网安备33010802005999号